
- 加工项目(1)
- 加工项目(2)
![]()
铣床加工

铣床是铣刀对工件进行铣削加工的机床。铣床能铣削平面、沟槽、齿轮、螺纹和花键轴,还能加工比较复杂的型面,效率比刨床高。广泛应用在机械制造和修理部门。
车床加工

车床加工主要用车刀对旋转的工件进行切削加工。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花等工具进行相应的加工。
车床主要用于加工轴、盘、套和其他具有回转表面的工件。
电火花雕刻加工
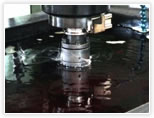
电火花加工是利用浸在工作液中的两极间脉冲,把已成型的铜电极靠近工件,按一定形状和尺寸加工成型的工艺方法。
线切割加工

电火花线切割加工的基本工作原理是利用连续移动的细金属丝作为电极,对工件进行脉冲火花放电蚀除金属,切割成型的方法。
加工时,金属丝并不直接接触工件,因而非常适用于立铣刀无法对应的坚硬工件和薄板工件的加工。
钣金加工

钣金加工通常用压床、机床等设备, 对金属板进行切割、弯曲、 拉伸、打孔等加工。
激光加工
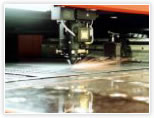
激光加工是用激光的能量来熔融,、切割工件的加工方法.
能量密度极高的激光束照射在工件的加工部位,使材料瞬间熔化或蒸发,在冲击波作用下,熔融物质被喷射出去,从而对工件进行穿孔、蚀刻、切割等加工。
因切割缝隙非常小,广泛适用于金属,陶瓷,塑制品,复合材等各种材料,还适用于高精密工件的切割加工.
水切割加工

高压水切割加工是利用喷头喷出来的高压水或研磨液体与加工材料之间的摩擦来切割工件的加工方法。
超高压水流可把铝、钛、钢、易碎玻璃、陶瓷、石材、塑胶等材料切割成任意一种形状。与激光加工的不同之处在于切割时不产生热量、相应材料也不产生热效应和有害物质。安全、环保、成本低、速度快、效率高,还能实现任意曲线的切割加工。
枪砖加工

枪砖可以准确无误的打出200mm以上的深孔。非常适用于水孔加工。
BTA加工

BTA加工是进行切割时高压注入大量的切削液体,排出切削粉、冷却刀具的加工方法。 广泛适用于深孔加工, 加工效果要比枪砖加工更理想。
数控冲床加工

自动数控冲床配置多工位模具,加工板材时通过自动改变轨迹和快速更换冲压点来加工各种形状的孔。主要应用于设备面板、形状各异的孔型等加工。
![]()
焊接加工

焊接是通过加热或加压,把两个以上的工件结合为一体的加工方法。 与粘合的区别在于,是对材料进行物理熔融,始终能保持原有的分子成分和连续性。 焊接的最大优点是能满足短交期需求.
刨床加工

刨床加工是刨刀对工件的平面、沟槽或成形表面进行刨削的加工方法。刨床对刨削窄长表面具有较高的效率,适用于中小批量生产。
研磨加工

研磨加工能实现铣床和车床无法做到的公差加工。目前主要有平面研削, 治具研削,圆桶研削等加工方法。
无心研磨加工
无心磨也叫无心磨削,是磨削加工的一种。有导轮和磨削轮两个砂轮,导轮带动圆柱形工件在垫铁上转动,磨削轮对工件进行磨削加工。
滚筒研磨加工

滚筒研磨加工是利用滚筒内的研磨石和工件之间的相对运动,达黔去除工件的飞边、毛刺、锈斑的加工方法。对工件表面粗糙度的加工非常有效。
电解加工
电解加工基于电解过程中阳极溶解原理,借助于成型的阴极,将工件按一定形状和尺寸加工成型的工艺方法,大多使用在不锈钢和铝制品上。
抛光加工

抛光加工主要使用在比较简单的板状和棒状等工件。
布轮抛光可以得到非常好的光泽。不仅能对应镜面抛光加工,还能对应发纹处理加工。
各种热处理

提供淬火,回火,退火,渗碳处理,高频率淬火,真空淬火等各种热处理加工。
各种表面处理

表面处理有镀锌、镀铬、镀锡、镀铜、镀银、镀金、无电解镀镍、黑染处理等种类。
阳极氧化铝加工(白,硬质,黑)

阳极氧化铝加工主要采用电解的方法,以铝的表面作为阳极、在工件表面形成氧化薄膜的加工方法。其用途是提高铝的抗腐蚀性和耐磨性能。目前广泛适用在装饰品领域里。
![]()

![]()